Quality Control (Complete Career, Training and Certification Guide)
Quality control plays a critical role in ensuring that products, services, and operational processes consistently meet defined standards of quality, safety, and performance. From manufacturing and construction to healthcare, food production, and technology industries, businesses rely on effective quality control systems to reduce errors, improve customer satisfaction, maintain compliance, and strengthen overall operational efficiency.
In today’s competitive global market, organizations are placing greater emphasis on quality management practices to protect their reputation and deliver reliable products and services. As a result, the demand for skilled professionals in the quality control field continues to grow across multiple industries. Employers are actively seeking individuals with practical inspection knowledge, analytical abilities, and an understanding of modern quality standards and procedures.
A professional quality control career can offer strong long-term opportunities in areas such as inspection, auditing, production monitoring, process improvement, and compliance management. Many professionals also pursue quality control certification and specialized training programs to enhance their technical expertise, improve employability, and gain internationally recognized credentials. Whether you are a beginner exploring career options or an experienced professional looking to upgrade your skills, understanding the fundamentals of quality control is an important step toward professional growth in today’s industry-driven environment.
What is Quality Control?
Quality control is a systematic process used by organizations to ensure that products, services, and operational activities consistently meet established quality standards and customer expectations. It involves monitoring, inspecting, testing, and evaluating processes to identify defects, reduce errors, and maintain consistency in production and service delivery. In simple terms, quality control helps businesses deliver reliable and high-quality outcomes while minimizing waste, rework, and operational risks.
Quality control in industry is widely applied across sectors such as manufacturing, construction, healthcare, food production, pharmaceuticals, logistics, and information technology. Companies use quality control procedures to maintain efficiency, comply with regulations, and improve customer satisfaction in highly competitive markets.
Definition of Quality Control
The term “quality control” refers to the operational techniques and inspection activities used to verify that products or services meet predefined specifications and quality requirements. It focuses on identifying defects or inconsistencies before products reach customers or before services are delivered.
Quality control activities may include:
- Product inspections
- Material testing
- Process monitoring
- Measurement and calibration
- Performance evaluation
- Documentation and reporting
For example, in a manufacturing company, quality control inspectors may examine raw materials, monitor production lines, and test finished products to ensure they meet required standards. In service industries, quality control may involve evaluating customer service performance, checking response times, or reviewing operational procedures to maintain service quality.
Purpose of Quality Control
The primary purpose of quality control is to ensure consistency, reliability, safety, and customer satisfaction. Organizations implement quality control systems to reduce production errors, prevent defective products, improve efficiency, and maintain compliance with industry standards and regulations.
Key objectives of quality control include:
- Maintaining product and service quality
- Detecting defects early
- Reducing operational costs
- Improving customer trust
- Enhancing workplace efficiency
- Supporting continuous improvement
- Ensuring regulatory compliance
In industries such as pharmaceuticals and food manufacturing, effective quality control is especially important because poor-quality products can create serious health and safety risks. Similarly, in construction projects, quality control procedures help ensure structural safety, durability, and compliance with engineering standards.
Why Quality Control is Important
The importance of quality control continues to grow as industries face increasing customer expectations, global competition, and strict regulatory requirements. Businesses that fail to maintain quality standards may experience financial losses, reputational damage, customer complaints, and legal issues.
Effective quality control helps organizations:
- Deliver consistent products and services
- Improve customer satisfaction and loyalty
- Reduce waste and production defects
- Increase operational efficiency
- Strengthen brand reputation
- Meet international quality standards
- Improve overall business performance
Real-world examples highlight the importance of quality control in industry. In automotive manufacturing, vehicles undergo multiple inspection stages to ensure safety and performance standards are achieved before delivery. In healthcare laboratories, quality control procedures help ensure accurate test results and patient safety. In the hospitality sector, service quality checks help businesses maintain positive customer experiences and operational consistency.
As modern industries continue to adopt automation, digital inspection systems, and international standards, quality control remains an essential component of business success and sustainable growth.
Types of Quality Control
Organizations use different types of quality control methods to monitor processes, maintain consistency, and ensure products or services meet required standards. The type of quality control used often depends on the industry, production system, regulatory requirements, and customer expectations. Effective quality inspection procedures help businesses identify defects early, reduce operational risks, and improve overall performance.
Modern industries typically combine multiple quality control techniques to achieve better efficiency, reliability, and customer satisfaction.
Process Quality Control
Process quality control focuses on monitoring and controlling production or operational processes to ensure consistent quality throughout each stage of work. Instead of only checking the final output, this method identifies problems during production so corrective actions can be taken immediately.
Process quality control may include:
- Monitoring machine performance
- Checking production parameters
- Evaluating workflow consistency
- Inspecting operational procedures
- Conducting in-process inspections
For example, in a manufacturing plant, production managers may continuously monitor temperature, pressure, or equipment settings to maintain product consistency and reduce defects. In service industries, process quality control can involve monitoring customer support procedures, response times, and service delivery standards.
This approach helps organizations reduce waste, improve efficiency, and prevent large-scale production issues.
Product Quality Control
Product quality control involves inspecting and testing finished or semi-finished products to verify that they meet specified quality standards and customer requirements. This type of quality inspection is commonly used in manufacturing, electronics, food production, pharmaceuticals, and consumer goods industries.
Product quality control activities may include:
- Visual inspections
- Functional testing
- Measurement verification
- Packaging checks
- Performance evaluations
For example, an electronics manufacturer may test devices for functionality, durability, and safety before shipment. Similarly, food processing companies inspect packaging quality, labeling accuracy, and product freshness before products are released to the market.
Product quality control helps businesses maintain customer satisfaction, reduce returns, and protect brand reputation.
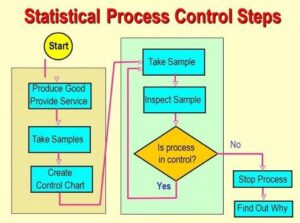
Statistical Quality Control
Statistical quality control is a data-driven approach that uses statistical methods and analytical techniques to monitor and improve quality performance. It helps organizations identify variations, trends, and process abnormalities using measurable data.
Common statistical quality control tools include:
- Control charts
- Sampling methods
- Pareto analysis
- Histograms
- Process capability analysis
In manufacturing industries, statistical quality control is widely used to analyze production performance and detect process variations before defects occur. For example, a factory may use control charts to monitor product dimensions and ensure measurements remain within acceptable limits.
This method improves decision-making, increases efficiency, and supports continuous improvement initiatives in quality management systems.
Incoming Material Inspection
Incoming material inspection is the process of evaluating raw materials, components, or supplies before they enter the production process. The purpose is to ensure that purchased materials meet specified standards and do not negatively affect product quality.
Inspection activities may include:
- Material verification
- Dimensional checks
- Laboratory testing
- Supplier quality evaluation
- Documentation review
For example, a pharmaceutical company may inspect chemical ingredients for purity and compliance before manufacturing medicines. In construction projects, incoming material inspections ensure that steel, cement, and other materials meet engineering specifications and safety standards.
This type of quality inspection helps organizations avoid production delays, reduce defects, and maintain supplier quality standards.
Final Product Inspection
Final product inspection is conducted after production is completed and before products are delivered to customers. This process ensures that finished goods meet all required specifications, safety requirements, and quality standards.
Final inspections may include:
- Visual quality checks
- Functional performance testing
- Packaging inspections
- Label verification
- Compliance assessments
For example, automobile manufacturers perform comprehensive final inspections to evaluate vehicle safety systems, appearance, and performance before distribution. In the textile industry, garments are inspected for stitching quality, measurements, and finishing defects before shipment.
Final product inspection is one of the most important quality control methods because it serves as the last opportunity to identify and correct defects before products reach customers. It helps businesses maintain reliability, customer trust, and compliance with industry regulations.
Quality Control vs Quality Assurance
The terms Quality Assurance (QA) and Quality Control (QC) are often used together, but they serve different purposes within a quality management system. Understanding the difference between quality assurance vs quality control is important for businesses, students, and professionals pursuing careers in quality management and compliance-related fields.
Both QA and QC aim to improve quality, reduce errors, and increase customer satisfaction. However, quality assurance focuses on preventing problems through systematic processes, while quality control focuses on identifying and correcting defects in products or services.
Modern industries usually implement both QA and QC strategies to achieve consistent operational performance and maintain international quality standards.
Main Differences
Quality Assurance is a proactive process that concentrates on improving systems, procedures, and operational workflows to prevent defects before they occur. It focuses on planning, documentation, process improvement, employee training, and compliance management.
Quality Control, on the other hand, is a reactive process that involves inspecting, testing, and verifying products or services to detect defects and ensure they meet specified quality standards.
In simple terms:
- QA focuses on preventing quality problems.
- QC focuses on identifying and correcting quality problems.
For example, in a manufacturing company:
- The QA team may develop production procedures, standard operating guidelines, and audit systems.
- The QC team may inspect raw materials, test finished products, and monitor product measurements.
In software development:
- QA professionals improve development processes and testing strategies.
- QC professionals test software applications to identify bugs and technical issues.
Both functions are equally important for maintaining product reliability, customer satisfaction, and regulatory compliance.
QA vs QC Comparison Table
| Aspect | Quality Assurance (QA) | Quality Control (QC) |
|---|---|---|
| Primary Focus | Preventing defects | Detecting defects |
| Approach | Proactive | Reactive |
| Objective | Improve processes and systems | Verify product or service quality |
| Main Activities | Auditing, process improvement, documentation, training | Inspection, testing, measurement, verification |
| Timing | Before and during production | During and after production |
| Responsibility | Process management teams | Inspection and testing teams |
| Goal | Ensure proper procedures are followed | Ensure final output meets standards |
| Examples | SOP development, internal audits, compliance systems | Product testing, visual inspections, quality checks |
| Industry Use | Manufacturing, healthcare, IT, construction, food industry | Manufacturing, laboratories, production lines, service sectors |
| Key Benefit | Reduces chances of defects occurring | Identifies defects before customer delivery |
Which Career is Better?
The choice between a QA vs QC career depends on individual interests, technical skills, and long-term professional goals. Both career paths offer strong opportunities across industries such as manufacturing, pharmaceuticals, construction, healthcare, food processing, oil and gas, and information technology.
A Quality Assurance career may be more suitable for professionals interested in:
- Process improvement
- Compliance management
- Documentation systems
- Auditing
- Risk management
- Quality standards implementation
Common QA roles include:
- Quality Assurance Officer
- QA Auditor
- Compliance Specialist
- Quality Systems Manager
A Quality Control career is often ideal for individuals who prefer:
- Product inspection
- Testing procedures
- Laboratory work
- Technical measurements
- Defect analysis
- Operational monitoring
Common QC roles include:
- Quality Control Inspector
- QC Engineer
- Laboratory Technician
- Production Quality Officer
In terms of career growth, both QA and QC professionals are highly valued in modern industries. Many organizations prefer candidates with practical experience, technical knowledge, and internationally recognized certifications related to quality management systems and inspection procedures.
As industries continue to focus on operational excellence, safety, and customer satisfaction, demand for both quality assurance and quality control professionals is expected to remain strong globally.
Industries That Use Quality Control
Quality control is an essential part of modern business operations and is widely used across various industries to ensure consistency, safety, efficiency, and customer satisfaction. Organizations implement quality control systems to maintain high standards, reduce defects, comply with regulations, and improve overall operational performance.
From manufacturing plants and construction sites to hospitals and software companies, quality control helps businesses deliver reliable products and services while protecting their reputation in competitive markets.
Manufacturing
Manufacturing is one of the largest industries that relies heavily on quality control processes. Manufacturers use inspection systems, testing procedures, and production monitoring techniques to ensure products meet required specifications and safety standards.
Quality control in manufacturing may involve:
- Raw material inspection
- Machine calibration
- Production line monitoring
- Product testing
- Packaging inspection
Industries such as automotive, electronics, textiles, and consumer goods use strict quality control procedures to reduce production defects, improve efficiency, and maintain customer trust. For example, automobile manufacturers conduct multiple inspections throughout the production process to ensure vehicle safety and performance.
Construction
In the construction industry, quality control is critical for ensuring structural integrity, safety, durability, and compliance with engineering standards. Construction projects involve multiple stages where materials, workmanship, and processes must be carefully inspected and monitored.
Construction quality control activities may include:
- Material testing
- Concrete strength testing
- Site inspections
- Welding inspections
- Safety compliance checks
Quality control helps construction companies minimize project risks, avoid costly repairs, and ensure buildings and infrastructure projects meet legal and technical requirements.
Food Industry
The food industry uses quality control systems to ensure food safety, hygiene, consistency, and regulatory compliance. Food manufacturers must maintain strict standards to protect consumer health and prevent contamination.
Common quality control procedures in the food industry include:
- Ingredient inspection
- Microbiological testing
- Temperature monitoring
- Packaging verification
- Hygiene inspections
For example, food processing companies regularly test products for freshness, nutritional accuracy, and contamination risks before distribution. Effective quality control helps businesses maintain consumer confidence and comply with food safety regulations.
Healthcare
Quality control plays a vital role in the healthcare sector by helping ensure patient safety, accurate diagnoses, and reliable medical services. Hospitals, laboratories, and medical facilities use quality control procedures to maintain high standards in clinical operations and healthcare delivery.
Healthcare quality control may involve:
- Laboratory equipment calibration
- Diagnostic test verification
- Medication safety checks
- Sterilization monitoring
- Medical record accuracy reviews
In medical laboratories, regular testing and validation procedures help ensure accurate test results and reduce the risk of diagnostic errors.
Oil & Gas
The oil and gas industry operates in high-risk environments where quality control is essential for safety, operational reliability, and environmental protection. Companies use strict inspection and testing systems to monitor equipment performance and maintain compliance with industry regulations.
Quality control activities in oil and gas may include:
- Pipeline inspections
- Pressure testing
- Welding quality checks
- Corrosion monitoring
- Equipment certification
Effective quality control helps prevent accidents, equipment failures, production disruptions, and environmental hazards in large-scale industrial operations.
Pharmaceuticals
The pharmaceutical industry depends on advanced quality control systems to ensure medicines and healthcare products are safe, effective, and compliant with regulatory standards. Due to the direct impact on human health, pharmaceutical companies must follow highly controlled quality procedures.
Pharmaceutical quality control may include:
- Chemical analysis
- Batch testing
- Stability testing
- Sterility testing
- Packaging and labeling inspections
Every stage of pharmaceutical production is carefully monitored to ensure products meet strict safety and quality requirements before reaching patients and healthcare providers.
Information Technology
Quality control is also important in the information technology sector, especially in software development, cybersecurity, and digital services. IT companies use testing and monitoring procedures to ensure software systems function correctly, securely, and efficiently.
IT quality control processes may include:
- Software testing
- Bug identification
- Performance testing
- Security assessments
- System validation
For example, software companies conduct functional and usability testing before launching applications to identify technical issues and improve user experience. Quality control in IT helps organizations reduce system failures, improve reliability, and maintain customer satisfaction in digital environments.
Quality Control Tools & Techniques
Organizations use various quality control tools and quality control techniques to identify defects, analyze operational problems, improve efficiency, and maintain consistent product or service quality. These tools help businesses make data-driven decisions, reduce waste, improve customer satisfaction, and support continuous improvement initiatives.
Modern industries often combine multiple quality control methods to monitor production performance, identify trends, and solve quality-related issues effectively.
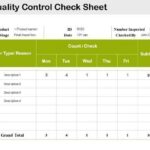
Check Sheets
A check sheet is one of the simplest and most widely used quality control tools for collecting and organizing data in a structured format. It helps teams record defects, errors, or process variations in real time for analysis and decision-making.
Check sheets are commonly used to:
- Track production defects
- Record inspection results
- Monitor equipment issues
- Identify recurring problems
- Analyze operational trends
For example, in a manufacturing facility, inspectors may use check sheets to record the number and types of defects found during product inspections. This allows management to identify frequent issues and take corrective action quickly.



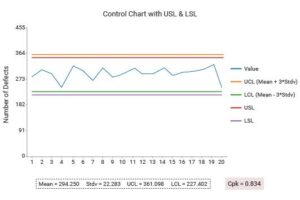
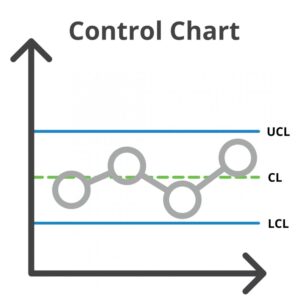
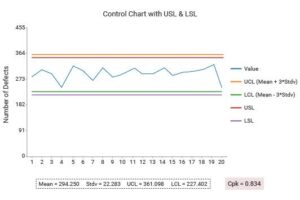
Control Charts
Control charts are statistical tools used to monitor process stability and performance over time. They help organizations identify unusual variations in production processes and determine whether operations are functioning within acceptable quality limits.
A control chart typically includes:
- Upper control limit
- Lower control limit
- Process average
- Performance trend line
Industries use control charts to:
- Monitor manufacturing consistency
- Detect process abnormalities
- Reduce production variability
- Improve operational efficiency
For example, a pharmaceutical company may use control charts to monitor tablet weight consistency during production to ensure products remain within specified limits.
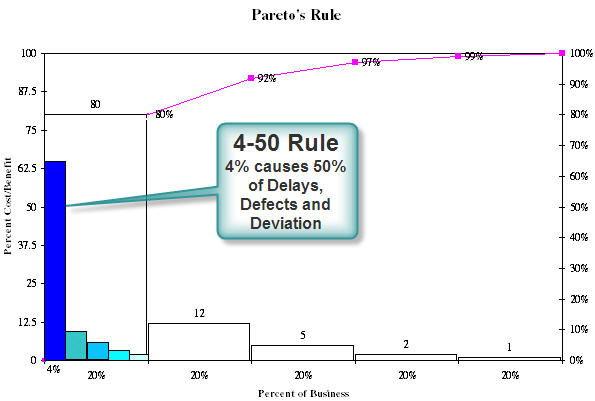
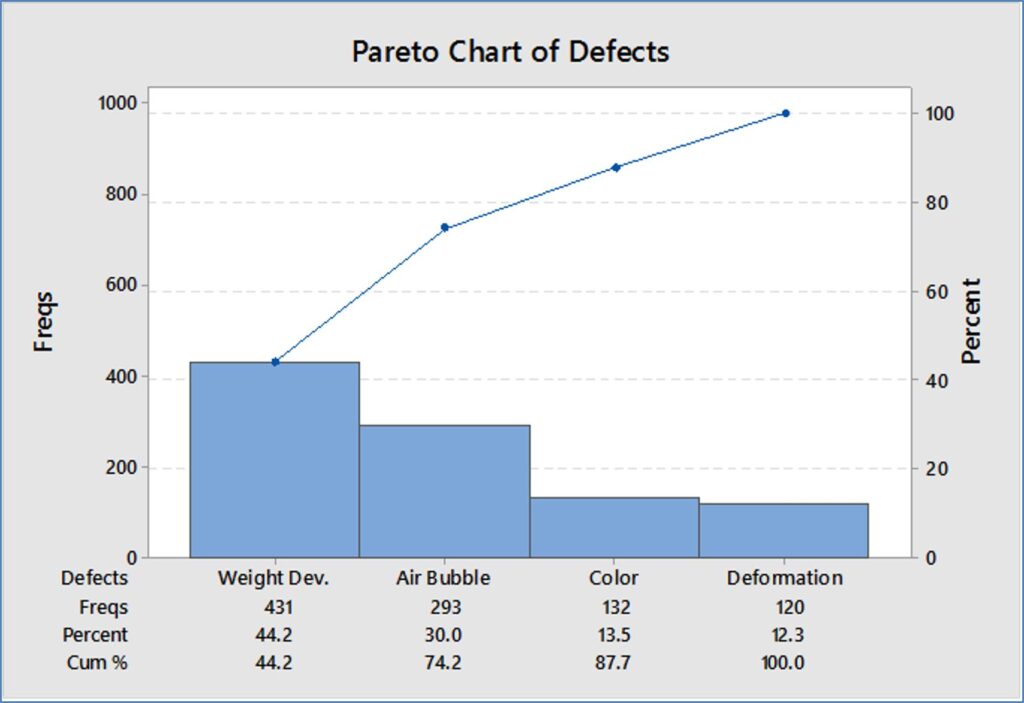
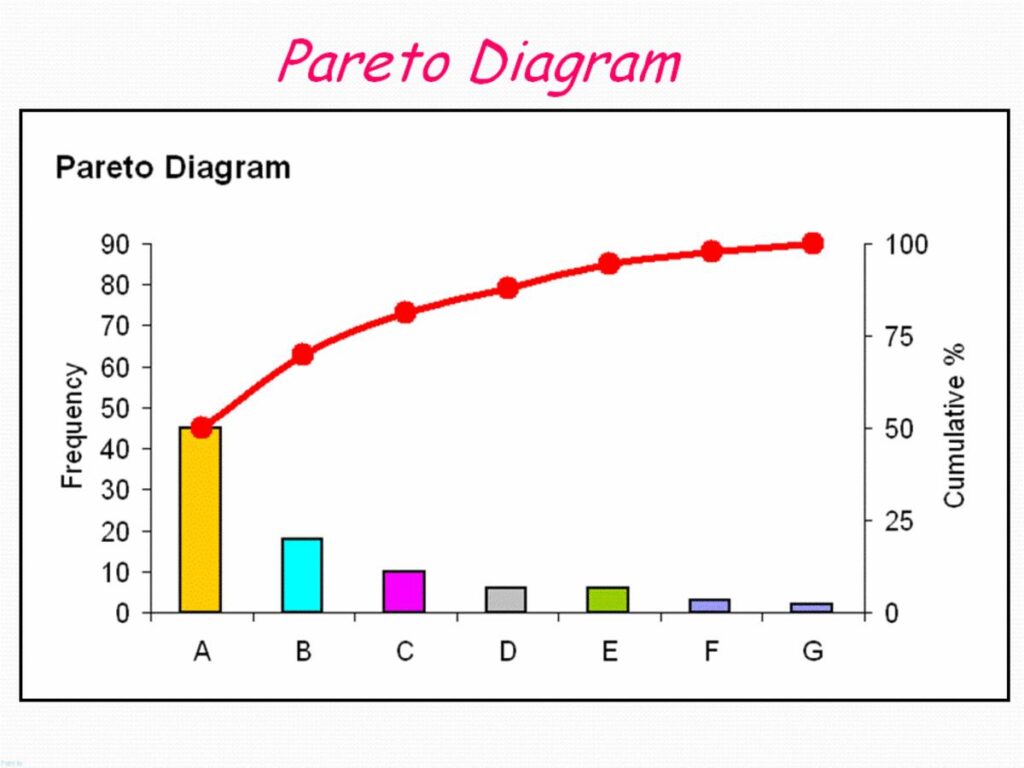
Pareto Analysis
Pareto analysis is a problem-solving technique based on the principle that a small number of causes often contribute to the majority of problems. This concept is commonly known as the “80/20 Rule,” where approximately 80% of issues may result from 20% of causes.
Pareto analysis helps organizations:
- Prioritize major problems
- Focus on high-impact issues
- Improve resource allocation
- Increase process efficiency
A Pareto chart combines bars and line graphs to display defect frequency and cumulative impact.
For example, a production company may discover that most product defects are caused by only two recurring machine issues. By addressing those specific problems, the organization can significantly improve quality performance.
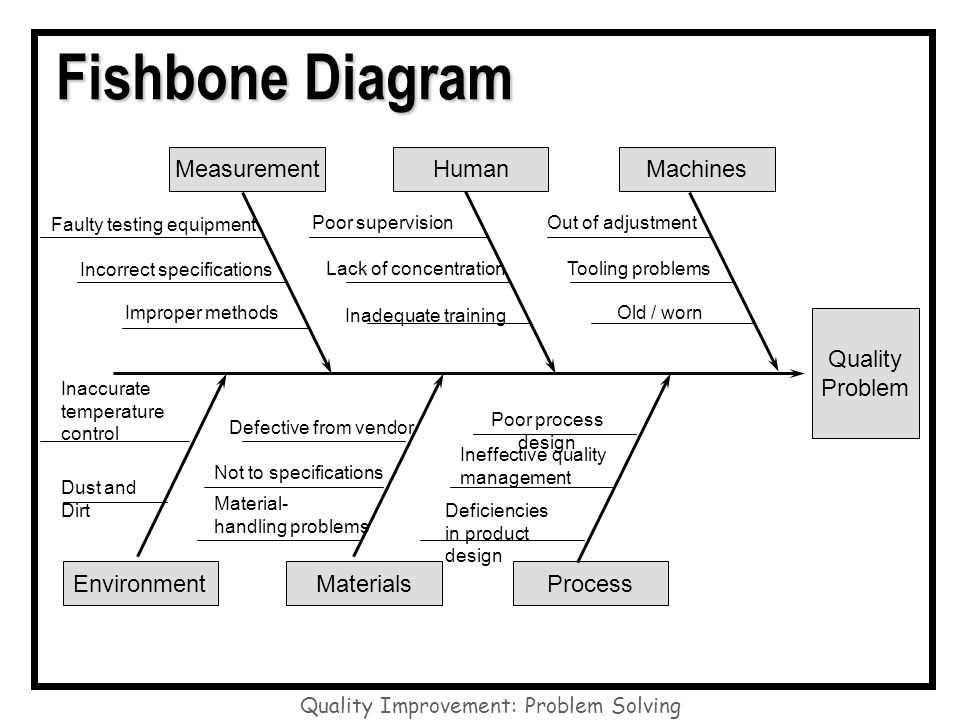
Fishbone Diagram
A Fishbone Diagram, also known as an Ishikawa Diagram or Cause-and-Effect Diagram, is used to identify potential causes of quality problems. It visually organizes possible factors contributing to defects or operational failures.
Common categories analyzed in a fishbone diagram include:
- People
- Machines
- Methods
- Materials
- Environment
- Measurement
This quality control technique is widely used during team discussions, audits, and problem-solving sessions.
For example, if a food manufacturing company experiences packaging defects, a fishbone diagram may help identify whether the issue is related to machinery, employee training, raw materials, or production methods.
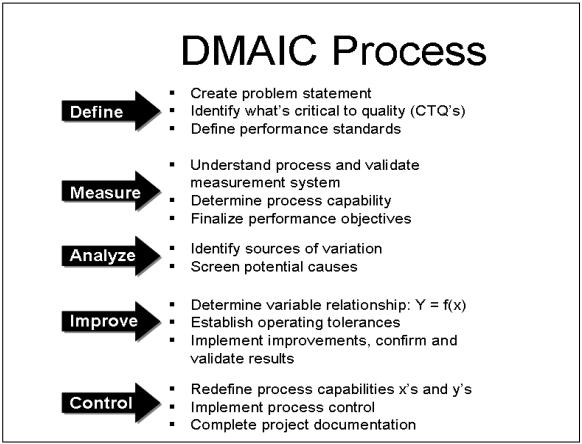
Six Sigma Basics
Six Sigma is a data-driven quality improvement methodology focused on reducing defects, minimizing process variation, and improving operational performance. It uses statistical analysis and structured problem-solving techniques to achieve higher levels of quality and efficiency.
The Six Sigma process commonly follows the DMAIC framework:
- Define
- Measure
- Analyze
- Improve
- Control
Organizations use Six Sigma to:
- Improve productivity
- Reduce operational costs
- Increase customer satisfaction
- Enhance process consistency
Six Sigma principles are widely applied in manufacturing, healthcare, logistics, finance, and service industries to improve quality management systems and operational excellence.
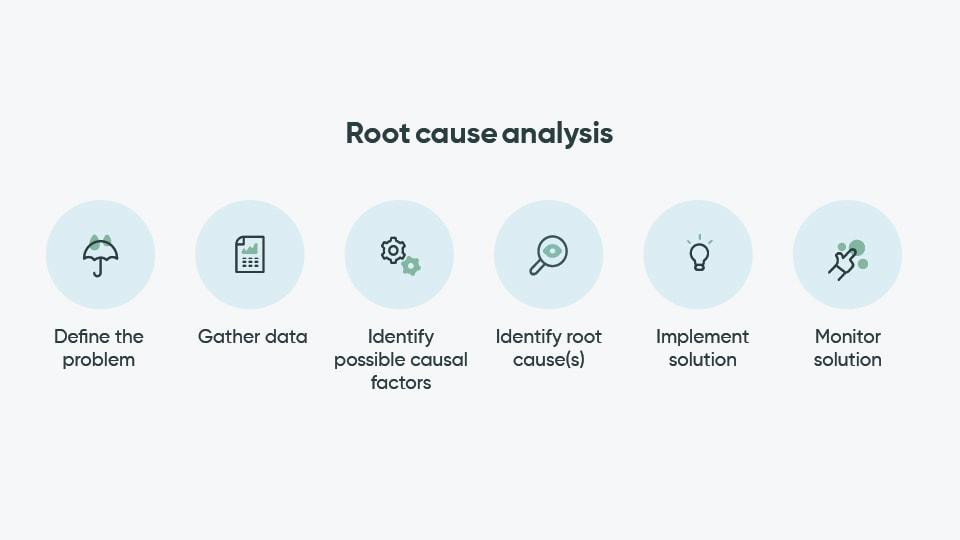
Root Cause Analysis
Root Cause Analysis (RCA) is a systematic problem-solving method used to identify the underlying causes of defects, failures, or operational issues rather than only addressing symptoms. This approach helps organizations implement long-term corrective actions and prevent recurring problems.
Common root cause analysis methods include:
- 5 Whys Technique
- Fishbone Diagram
- Failure Mode and Effects Analysis (FMEA)
- Fault Tree Analysis
For example, if a manufacturing company experiences repeated equipment failures, root cause analysis may reveal poor maintenance procedures or operator training issues as the primary cause.
Root cause analysis is one of the most valuable quality control techniques because it supports continuous improvement, reduces operational risks, and strengthens overall quality management performance.
Skills Required for a Quality Control Career
A successful career in quality control requires a combination of technical expertise, analytical thinking, communication abilities, and practical industry knowledge. Professionals working in quality-related roles are responsible for maintaining standards, identifying defects, improving operational efficiency, and ensuring products or services meet customer and regulatory requirements.
As industries continue to adopt advanced technologies, automation systems, and international quality standards, employers increasingly seek candidates with strong quality control skills and the ability to adapt to modern operational environments. Developing the right QC skills can improve career opportunities across manufacturing, construction, healthcare, pharmaceuticals, food production, oil and gas, and other industrial sectors.
Analytical Skills
Analytical skills are among the most important quality control skills because professionals must evaluate data, identify patterns, interpret test results, and assess operational performance accurately. Quality control specialists often analyze inspection reports, production statistics, and quality measurements to identify trends and improve processes.
Strong analytical abilities help professionals:
- Detect process variations
- Identify recurring defects
- Evaluate production efficiency
- Make data-driven decisions
- Support continuous improvement initiatives
For example, a QC engineer may analyze production defect reports to determine whether equipment calibration issues are affecting product quality.
Attention to Detail
Attention to detail is essential in quality control because even minor errors or inconsistencies can affect product safety, performance, and customer satisfaction. Quality control professionals must carefully inspect products, review procedures, and verify measurements to ensure compliance with specifications and standards.
This skill is particularly important in industries such as:
- Pharmaceuticals
- Food manufacturing
- Construction
- Healthcare
- Electronics manufacturing
A small mistake in labeling, measurements, or inspection procedures can lead to costly operational issues or regulatory non-compliance. Strong attention to detail helps organizations reduce defects and maintain consistent quality standards.
Problem Solving
Problem-solving abilities are critical for identifying operational challenges and implementing effective corrective actions. Quality control professionals are frequently required to investigate defects, determine root causes, and recommend process improvements to prevent recurring issues.
Effective problem-solving supports:
- Faster defect resolution
- Improved operational efficiency
- Reduced downtime
- Better product reliability
- Continuous quality improvement
For example, if a manufacturing company experiences repeated product failures, a QC professional may use root cause analysis techniques to identify equipment problems or process weaknesses contributing to the issue.
Communication Skills
Communication skills are important because quality control professionals regularly interact with production teams, supervisors, engineers, auditors, suppliers, and management personnel. Clear communication helps ensure quality standards, inspection findings, and corrective actions are properly understood and implemented.
Strong communication skills support:
- Team collaboration
- Audit coordination
- Training activities
- Reporting and presentations
- Customer and supplier communication
Quality control personnel must often prepare reports, explain inspection results, and provide recommendations for operational improvements in a professional and accurate manner.
Technical Knowledge
Technical knowledge is one of the most valuable QC skills in modern industries. Quality control professionals should understand industry standards, inspection techniques, testing procedures, production systems, and regulatory requirements relevant to their field.
Technical expertise may include knowledge of:
- Quality management systems
- Inspection equipment
- Measurement tools
- Statistical quality control methods
- Industry regulations and standards
- Safety procedures
For example, quality control professionals in construction may require knowledge of material testing and engineering standards, while pharmaceutical QC specialists must understand laboratory procedures and regulatory compliance requirements.
Continuous learning and professional training help individuals stay updated with evolving technologies and quality management practices.
Documentation Skills
Documentation skills are essential for maintaining accurate quality records, inspection reports, audit findings, testing results, and compliance documentation. Proper documentation helps organizations demonstrate regulatory compliance, maintain operational transparency, and support continuous improvement efforts.
Quality control documentation may include:
- Inspection reports
- Non-conformance reports
- Calibration records
- Test results
- Audit reports
- Corrective action documentation
Accurate recordkeeping also helps organizations analyze performance trends, track quality issues, and improve decision-making processes.
In many industries, proper documentation is a legal and regulatory requirement, making this skill highly important for professionals working in quality management systems and compliance-related roles.
Quality Control Career Opportunities
The demand for skilled quality professionals continues to increase as industries focus more on operational efficiency, safety, regulatory compliance, and customer satisfaction. A career in quality control offers diverse opportunities across sectors such as manufacturing, construction, healthcare, pharmaceuticals, oil and gas, food processing, and information technology.
Modern businesses actively seek qualified individuals who can monitor standards, improve production quality, reduce defects, and support continuous improvement initiatives. As a result, quality control jobs are considered stable and rewarding career options with strong long-term growth potential.
Professionals in this field can pursue entry-level inspection roles or advance into senior management and specialized technical positions based on their education, certifications, industry experience, and technical expertise.
Quality Control Inspector
A Quality Control Inspector is responsible for examining products, materials, and production processes to ensure compliance with required quality standards and specifications. Inspectors play a critical role in identifying defects, verifying measurements, and maintaining production consistency.
Typical responsibilities include:
- Conducting visual inspections
- Measuring product dimensions
- Recording inspection results
- Identifying defects and non-conformities
- Verifying compliance with specifications
Quality Control Inspectors are commonly employed in:
- Manufacturing
- Construction
- Automotive industries
- Food processing
- Electronics production
Entry-level inspectors can often begin their careers with technical training, vocational qualifications, or industry certifications. With experience, professionals may progress into supervisory or engineering positions.
Salary levels vary depending on location, industry, and experience, but skilled inspectors are generally in high demand due to increasing quality and compliance requirements worldwide.
Quality Engineer
A Quality Engineer focuses on improving production systems, solving quality-related problems, and implementing quality management processes within organizations. This role combines technical expertise, analytical skills, and process improvement strategies to enhance operational performance.
Key responsibilities may include:
- Developing quality procedures
- Performing root cause analysis
- Conducting audits and inspections
- Monitoring process performance
- Supporting continuous improvement projects
- Implementing corrective actions
A quality control engineer is widely employed in industries such as:
- Manufacturing
- Aerospace
- Construction
- Oil and gas
- Pharmaceuticals
- Technology sectors
Quality engineers often require engineering qualifications, technical certifications, and practical industry experience. Professionals with knowledge of Six Sigma, statistical quality control, and international standards are particularly valued by employers.
Due to increasing industrial automation and global quality standards, demand for quality control engineers continues to grow internationally.
QA/QC Manager
A QA/QC Manager oversees both quality assurance and quality control activities within an organization. This senior-level role involves managing quality systems, supervising inspection teams, ensuring regulatory compliance, and developing strategies to improve operational quality performance.
Responsibilities may include:
- Managing quality departments
- Conducting internal audits
- Reviewing quality reports
- Developing quality policies
- Ensuring compliance with industry standards
- Coordinating corrective actions
- Leading process improvement initiatives
QA/QC Managers are commonly employed in:
- Construction projects
- Industrial manufacturing
- Oil and gas operations
- Pharmaceutical companies
- Infrastructure development
This role offers strong career progression opportunities and is often associated with higher salary potential due to the level of responsibility involved. Experienced professionals with leadership abilities and internationally recognized certifications are highly sought after in competitive industries.
Laboratory Technician
Laboratory Technicians play an important role in quality control by conducting tests, analyzing samples, and verifying material or product quality in laboratory environments. These professionals support quality assurance processes by ensuring products meet technical and safety standards.
Laboratory Technicians may work in:
- Pharmaceutical laboratories
- Food testing facilities
- Chemical industries
- Healthcare laboratories
- Environmental testing organizations
Common responsibilities include:
- Sample preparation
- Equipment calibration
- Laboratory testing
- Recording test results
- Maintaining laboratory standards
- Supporting compliance procedures
This QC career path is ideal for individuals interested in scientific analysis, technical testing, and laboratory operations. Specialized training and technical qualifications can significantly improve career advancement opportunities in laboratory-based industries.
Production Quality Officer
A Production Quality Officer is responsible for monitoring manufacturing or operational activities to ensure products meet quality standards throughout the production process. This role focuses on maintaining consistency, reducing production defects, and improving workflow efficiency.
Typical duties include:
- Monitoring production lines
- Conducting in-process inspections
- Reviewing production procedures
- Coordinating with production teams
- Reporting quality issues
- Ensuring compliance with operational standards
Production Quality Officers are commonly employed in:
- Manufacturing plants
- Textile industries
- Food processing facilities
- Packaging industries
- Industrial production environments
This position offers valuable practical experience and can lead to career advancement in areas such as quality engineering, operations management, or quality assurance leadership.
Salary, Job Demand, and Career Growth
Quality control careers offer competitive salaries and strong job stability due to the growing global focus on quality management, safety standards, and operational efficiency. Salary levels depend on factors such as:
- Industry sector
- Professional qualifications
- Certifications
- Technical expertise
- Experience level
- Geographic location
Industries such as oil and gas, pharmaceuticals, construction, and advanced manufacturing often provide higher salary opportunities for experienced quality professionals.
Job demand for quality control specialists is expected to remain strong as organizations continue implementing stricter quality standards, automation systems, and regulatory compliance requirements. Businesses increasingly rely on skilled professionals to maintain product reliability, improve customer satisfaction, and reduce operational risks.
A QC career also offers excellent growth opportunities through:
- Professional certifications
- Specialized technical training
- Leadership development
- International career pathways
- Industry-specific expertise
Professionals who continuously improve their technical knowledge, inspection skills, and quality management expertise can progress into senior engineering, auditing, compliance, and management roles across multiple industries.
Best Quality Control Certifications
Professional certifications play a major role in building technical expertise, improving employability, and advancing career opportunities in the quality management field. Employers across manufacturing, construction, healthcare, pharmaceuticals, food processing, oil and gas, and other industries often prefer candidates who hold recognized quality control certification credentials because they demonstrate professional competence, industry knowledge, and commitment to continuous improvement.
A well-recognized QC certification can help professionals develop practical inspection skills, understand quality management systems, improve compliance knowledge, and increase career progression opportunities in competitive industries.
ISO-Based Certifications
ISO-based certifications are among the most respected qualifications in quality management and compliance-related industries. Many organizations worldwide implement standards developed by ISO to improve operational consistency, customer satisfaction, safety, and regulatory compliance.
Popular ISO quality certification programs include:
- ISO 9001 Quality Management Systems
- ISO 14001 Environmental Management Systems
- ISO 45001 Occupational Health and Safety Management Systems
- ISO 22000 Food Safety Management Systems
- ISO 13485 Medical Devices Quality Management Systems
Professionals who complete ISO-based training often gain knowledge in:
- Quality management principles
- Internal auditing techniques
- Risk-based thinking
- Process improvement
- Compliance monitoring
- Documentation and reporting
ISO certifications are highly valuable for individuals pursuing careers in quality assurance, quality control, auditing, compliance management, and operational improvement.
Six Sigma Certifications
Six Sigma certifications focus on process improvement, defect reduction, and statistical quality management techniques. This globally recognized methodology is widely used to improve efficiency, reduce operational costs, and enhance customer satisfaction.
Common Six Sigma certification levels include:
- White Belt
- Yellow Belt
- Green Belt
- Black Belt
- Master Black Belt
Six Sigma training covers areas such as:
- Statistical analysis
- Process optimization
- Root cause analysis
- Data-driven decision-making
- DMAIC methodology
- Continuous improvement strategies
Many organizations prefer professionals with Six Sigma qualifications because they contribute to operational excellence and measurable performance improvements. Six Sigma certifications are especially valuable in manufacturing, logistics, healthcare, engineering, and production environments.
Lean Quality Certifications
Lean quality certifications focus on improving efficiency by eliminating waste, reducing unnecessary processes, and maximizing operational value. Lean methodologies help organizations improve productivity, streamline workflows, and enhance customer satisfaction.
Lean quality training commonly includes:
- Lean manufacturing principles
- Waste reduction techniques
- Process improvement methods
- Workflow optimization
- Continuous improvement practices
Professionals with Lean certifications are often involved in:
- Operational efficiency projects
- Production optimization
- Process improvement initiatives
- Cost reduction strategies
Lean methodologies are widely used in manufacturing, supply chain management, construction, healthcare, and service industries where efficiency and productivity are critical for business success.
Internal Auditor Certifications
Internal auditor certifications are highly beneficial for professionals involved in compliance monitoring, quality audits, and management system evaluations. These certifications provide practical knowledge of audit planning, inspection procedures, reporting methods, and regulatory requirements.
Internal auditor training may cover:
- Audit principles and techniques
- Non-conformance identification
- Corrective action procedures
- Documentation review
- Compliance assessment
- Risk evaluation
Professionals with internal auditor qualifications are commonly employed in:
- Manufacturing organizations
- Construction projects
- Healthcare facilities
- Food safety systems
- Oil and gas operations
Internal auditing skills are highly valued because organizations must regularly assess compliance with quality management standards and industry regulations.
Industry-Specific QC Certifications
Many industries also offer specialized quality control certification programs designed to meet sector-specific operational and regulatory requirements. These certifications provide technical expertise relevant to particular industries and job roles.
Examples include certifications related to:
- Welding inspection
- Non-destructive testing (NDT)
- Food safety and hygiene
- Pharmaceutical quality systems
- Construction quality management
- Laboratory testing procedures
- Industrial inspection systems
In addition to international quality management training programs, advanced diploma qualifications are also becoming increasingly popular among professionals seeking leadership and technical roles in quality assurance and quality control. Specialized programs such as the ProQual Level 6 Diploma in Quality Control and Quality Assurance (QA/QC) – Engineering and the ProQual Level 7 Diploma in Quality Control and Quality Assurance (QA/QC) are designed to help learners develop advanced industry knowledge, inspection expertise, compliance understanding, and quality management skills relevant to modern engineering and industrial environments.
These qualifications are particularly beneficial for professionals working in:
- Engineering and manufacturing
- Construction and infrastructure projects
- Oil and gas industries
- Industrial production environments
- Technical inspection and compliance roles
Industry-specific certifications are especially useful for professionals seeking specialized technical careers in high-demand sectors. Employers often prioritize candidates with practical certifications that directly relate to operational environments and regulatory requirements.
Choosing the right quality control certification depends on factors such as career goals, industry requirements, technical interests, and professional experience. Combining practical experience with internationally recognized certifications can significantly improve career opportunities, salary potential, and long-term professional growth in the quality management field.
Benefits of Quality Control Training
Quality control training provides individuals with the practical knowledge, technical expertise, and industry understanding needed to succeed in modern quality management environments. As organizations continue to focus on operational efficiency, product reliability, regulatory compliance, and customer satisfaction, trained quality professionals are becoming increasingly valuable across multiple industries.
Whether someone is entering the workforce or seeking career advancement, professional quality control training can improve employability, strengthen technical competencies, and open opportunities in industries such as manufacturing, construction, healthcare, pharmaceuticals, food production, oil and gas, and information technology.
Understanding the quality control course benefits can help individuals make informed decisions about their professional development and long-term career goals.
Better Career Opportunities
One of the most significant advantages of quality control training is improved access to career opportunities in diverse industrial sectors. Employers often prefer candidates who possess formal training and practical understanding of inspection procedures, quality standards, process monitoring, and compliance systems.
Quality control training can prepare individuals for roles such as:
- Quality Control Inspector
- QA/QC Officer
- Quality Engineer
- Laboratory Technician
- Production Quality Officer
- Internal Auditor
As businesses continue implementing stricter quality systems and international standards, the demand for trained professionals continues to grow globally. Individuals with recognized qualifications and technical training often have a competitive advantage in the job market.
Higher Salary Potential
Professionals with specialized quality management knowledge and technical certifications frequently have access to better salary opportunities compared to untrained candidates. Organizations are willing to invest in qualified personnel who can reduce operational risks, improve efficiency, and maintain consistent quality standards.
Salary potential in quality-related roles often depends on:
- Industry sector
- Technical expertise
- Certifications
- Experience level
- Leadership responsibilities
- International standards knowledge
Industries such as oil and gas, pharmaceuticals, manufacturing, and construction often offer attractive compensation packages for experienced quality professionals with advanced technical skills and recognized certifications.
Improved Technical Skills
Quality control training helps individuals develop practical technical skills required for modern industrial environments. Training programs often combine theoretical knowledge with real-world applications to prepare professionals for operational challenges and inspection responsibilities.
Key skills developed through quality control training may include:
- Inspection and testing techniques
- Statistical quality control methods
- Root cause analysis
- Documentation and reporting
- Process monitoring
- Audit preparation
- Risk assessment
- Compliance management
These technical competencies improve professional performance and enable individuals to contribute more effectively to organizational quality improvement initiatives.
International Recognition
Many quality control certifications and training programs are based on internationally recognized standards and best practices. This gives professionals the opportunity to pursue employment in multinational organizations and global industries.
Training programs related to standards developed by ISO are particularly valuable because ISO frameworks are widely implemented across industries worldwide.
Internationally recognized quality control qualifications can help professionals:
- Improve global career mobility
- Work with multinational companies
- Meet international compliance requirements
- Enhance professional credibility
- Increase employability in overseas markets
This global recognition makes quality control training especially beneficial for professionals seeking long-term international career growth.
Industry Demand
The growing emphasis on quality management, operational excellence, and customer satisfaction has significantly increased industry demand for skilled quality professionals. Organizations across both manufacturing and service sectors require trained personnel who can maintain standards, identify operational issues, and support continuous improvement efforts.
Industries with strong demand for quality control professionals include:
- Manufacturing
- Construction
- Healthcare
- Pharmaceuticals
- Food processing
- Oil and gas
- Logistics
- Information technology
Technological advancements, automation systems, and stricter regulatory requirements are also increasing the need for individuals with updated technical knowledge and modern quality management expertise.
As industries continue evolving, quality control training remains an important investment for individuals seeking stable career opportunities, professional development, and long-term growth in competitive global markets.
How to Start a Career in Quality Control
A career in quality control can provide long-term professional growth, industry stability, and opportunities across a wide range of sectors including manufacturing, construction, healthcare, pharmaceuticals, food processing, oil and gas, and technology. As organizations continue focusing on product quality, compliance, and operational efficiency, the demand for skilled quality professionals continues to increase globally.
For individuals wondering how to become a quality control inspector or build a successful quality control career path, developing the right education, technical skills, certifications, and practical experience is essential.
Educational Requirements
The educational requirements for quality control roles can vary depending on the industry and job level. Entry-level positions often require a diploma, vocational qualification, or bachelor’s degree related to engineering, industrial technology, manufacturing, science, or quality management.
Common educational backgrounds for quality control professionals include:
- Mechanical Engineering
- Industrial Engineering
- Civil Engineering
- Chemical Engineering
- Manufacturing Technology
- Industrial Management
- Laboratory Sciences
Some industries, such as pharmaceuticals and healthcare laboratories, may require specialized scientific or technical education due to strict regulatory and operational requirements.
Strong academic foundations in mathematics, analytical thinking, technical measurements, and problem-solving can also support career development in quality-related fields.
Recommended Certifications
Professional certifications can significantly improve employability and demonstrate technical competence to employers. Many organizations prefer candidates who have completed recognized quality management or inspection-related training programs.
Recommended certifications may include:
- ISO Internal Auditor Certifications
- Quality Management System Training
- Six Sigma Certifications
- Lean Quality Certifications
- Statistical Quality Control Training
- Inspection and Testing Certifications
Training programs related to standards developed by ISO are particularly valuable because ISO systems are widely implemented across global industries.
Certifications help individuals:
- Improve technical knowledge
- Understand quality procedures
- Learn audit and inspection techniques
- Enhance career opportunities
- Increase professional credibility
Professionals who continuously update their qualifications often gain better access to senior positions and specialized industry roles.
Practical Experience
Practical experience is one of the most important factors in building a successful quality control career path. Employers often value hands-on industry experience because it demonstrates the ability to apply technical knowledge in real operational environments.
Individuals can gain practical experience through:
- Internships
- Apprenticeships
- Industrial training programs
- Entry-level inspection roles
- Laboratory assistant positions
- Production support jobs
Practical exposure helps professionals understand:
- Inspection procedures
- Production processes
- Equipment operation
- Quality documentation
- Safety standards
- Problem-solving techniques
Even small amounts of industry experience can improve confidence and strengthen job applications for quality-related roles.
Building Technical Skills
Developing strong technical and analytical skills is essential for long-term success in quality management environments. Modern industries increasingly use digital systems, automation technologies, and advanced inspection methods, making continuous skill development highly important.
Important technical skills for quality control professionals include:
- Inspection and testing techniques
- Measurement and calibration
- Root cause analysis
- Statistical quality control
- Process monitoring
- Documentation and reporting
- Quality management systems
- Data analysis
Professionals should also become familiar with industry standards, compliance procedures, and workplace safety regulations relevant to their chosen field.
Strong communication, teamwork, and problem-solving abilities are equally important because quality professionals regularly coordinate with production teams, engineers, auditors, and management personnel.
Finding Entry-Level Jobs
Starting with entry-level positions is one of the best ways to gain industry experience and develop practical quality management skills. Many professionals begin their careers in roles such as:
- Quality Control Inspector
- Junior QA/QC Officer
- Laboratory Assistant
- Production Quality Assistant
- Inspection Technician
- Documentation Assistant
Job opportunities can often be found through:
- Manufacturing companies
- Construction firms
- Pharmaceutical organizations
- Food processing industries
- Recruitment agencies
- Online job platforms
- Internship programs
To improve employment opportunities, candidates should:
- Build a professional CV
- Highlight certifications and training
- Develop technical skills
- Gain internship experience
- Learn industry software and reporting systems
As experience and qualifications increase, professionals can progress into advanced roles such as Quality Engineer, QA/QC Manager, Compliance Specialist, or Lead Auditor.
With continuous learning, practical experience, and professional development, individuals can build a successful and rewarding career in the growing field of quality control.
Future of Quality Control in 2026 and Beyond
The future of quality control is rapidly evolving as industries adopt advanced technologies, automation systems, artificial intelligence, and data-driven manufacturing processes. Modern businesses are increasingly focused on improving operational efficiency, reducing production errors, enhancing customer satisfaction, and maintaining compliance with international standards.
As global industries continue moving toward digital transformation and smart manufacturing, modern quality control systems are becoming more intelligent, automated, and predictive. This transformation is creating new career opportunities for professionals with technical expertise, analytical skills, and knowledge of advanced quality management technologies.
Organizations across manufacturing, healthcare, pharmaceuticals, construction, food production, logistics, and information technology are investing heavily in innovative quality solutions to remain competitive in global markets.
AI in Quality Control
Artificial Intelligence (AI) is becoming one of the most influential technologies shaping the future of quality control. AI-powered systems can analyze large volumes of production data, detect defects automatically, predict equipment failures, and improve decision-making processes with greater speed and accuracy than traditional inspection methods.
AI applications in quality control may include:
- Automated defect detection
- Predictive maintenance
- Image-based inspection systems
- Data-driven quality analysis
- Process optimization
- Real-time performance monitoring
For example, manufacturing companies now use AI-powered cameras and machine learning algorithms to identify product defects during production without interrupting operations. These systems improve inspection accuracy while reducing human error and operational costs.
As AI technologies continue advancing, quality professionals will increasingly need digital and analytical skills to work effectively with intelligent inspection systems and automated quality management platforms.
Automation & Smart Manufacturing
Automation and smart manufacturing technologies are transforming industrial operations worldwide. Modern factories now use robotics, sensors, connected machines, and Industrial Internet of Things (IIoT) systems to improve production consistency and operational efficiency.
In modern quality control environments, automation helps organizations:
- Increase production speed
- Reduce manual inspection errors
- Improve process consistency
- Monitor production in real time
- Minimize operational downtime
- Enhance workplace safety
Smart manufacturing systems can automatically collect production data, identify abnormalities, and trigger corrective actions before defects become major operational problems.
Industries such as automotive manufacturing, electronics production, pharmaceuticals, and food processing are leading the adoption of automated quality management systems to improve productivity and maintain international quality standards.
Digital Inspection Systems
Digital inspection technologies are replacing many traditional paper-based and manual inspection methods. Modern quality control systems now rely on digital tools, cloud-based reporting platforms, mobile inspection applications, and advanced monitoring technologies to improve efficiency and accuracy.
Digital inspection systems may include:
- Mobile inspection software
- 3D scanning technologies
- Automated testing equipment
- Real-time reporting dashboards
- Cloud-based quality documentation
- Digital audit management systems
These technologies help organizations improve traceability, streamline reporting processes, and enhance overall quality management performance.
For example, construction companies increasingly use digital inspection applications to document site inspections, monitor compliance, and generate instant quality reports directly from mobile devices.
The growing use of digital systems is also increasing demand for professionals who understand data management, software tools, and modern inspection technologies.
Growing Global Demand
The global demand for skilled quality control professionals is expected to continue increasing in 2026 and beyond. Businesses worldwide are placing greater emphasis on product reliability, operational efficiency, sustainability, regulatory compliance, and customer satisfaction.
Several factors are driving this demand, including:
- Expansion of global manufacturing
- Stricter regulatory requirements
- Increased focus on workplace safety
- Rising customer expectations
- Growth of automation technologies
- International trade and compliance standards
Industries such as pharmaceuticals, healthcare, renewable energy, aerospace, food production, and advanced manufacturing are expected to require highly skilled quality professionals capable of managing modern quality systems and advanced inspection technologies.
The future of quality control will likely involve greater integration of artificial intelligence, automation, robotics, and digital analytics. Professionals who continuously upgrade their technical knowledge, certifications, and digital competencies will be better positioned for long-term career success in rapidly evolving industrial environments.
As technology continues reshaping industries worldwide, modern quality control will remain a critical component of operational excellence, business sustainability, and global competitiveness.